今天学习激光熔覆过程中的缺陷形成机理和缺陷抑制方法。涉及到熔池内的晶粒生长机制、温度场和应力场的分布与演化规律,以及不同类型的合金粉末对熔覆层性能的影响等。
01应用背景
在航空航天、能源、模具等众多工业领域,关键零部件(如涡轮叶片、发动机缸体、模具、轴类零件等)经常在高温、高压、腐蚀、磨损等严苛环境下服役。这导致了零件表面容易发生磨损、腐蚀、疲劳损伤甚至断裂。这些损伤不仅影响设备性能和寿命,还可能引发安全事故,造成巨大的经济损失。
传统的表面处理和修复技术,如电镀、热喷涂、堆焊,各有其优缺点。例如,电镀层结合力可能不足,且污染严重;热喷涂的涂层与基体多为机械结合,孔隙率较高;传统堆焊热输入大,易导致零件变形,热影响区宽,稀释率较高,可能影响修复精度和性能。激光熔覆(Laser Cladding)技术利用高能激光束熔化同步送进的合金粉末和基材表层,形成冶金结合的熔覆层。其核心优势在于:
- 热输入可控、热影响区小、变形小:激光能量集中,加热和冷却速度快。
- 稀释率低:基材熔化量少,能最大限度保持熔覆材料的原始性能。
- 冶金结合:熔覆层与基体结合强度高。
- 材料选择范围广:可熔覆多种金属、陶瓷及其复合材料。
- 精度高、柔性好:可实现复杂形状表面的熔覆和修复,易于自动化。
激光熔覆技术为高性能涂层制备和高价值零件修复提供了一种先进、高效、绿色的解决方案。例如,修复航空发动机叶片的磨损区域,在模具表面熔覆耐磨耐蚀层以提高寿命,制备具有特殊功能的表面涂层等。这不仅能节约成本(相比更换新零件),还能缩短维修周期,并实现零件性能的提升甚至再制造。
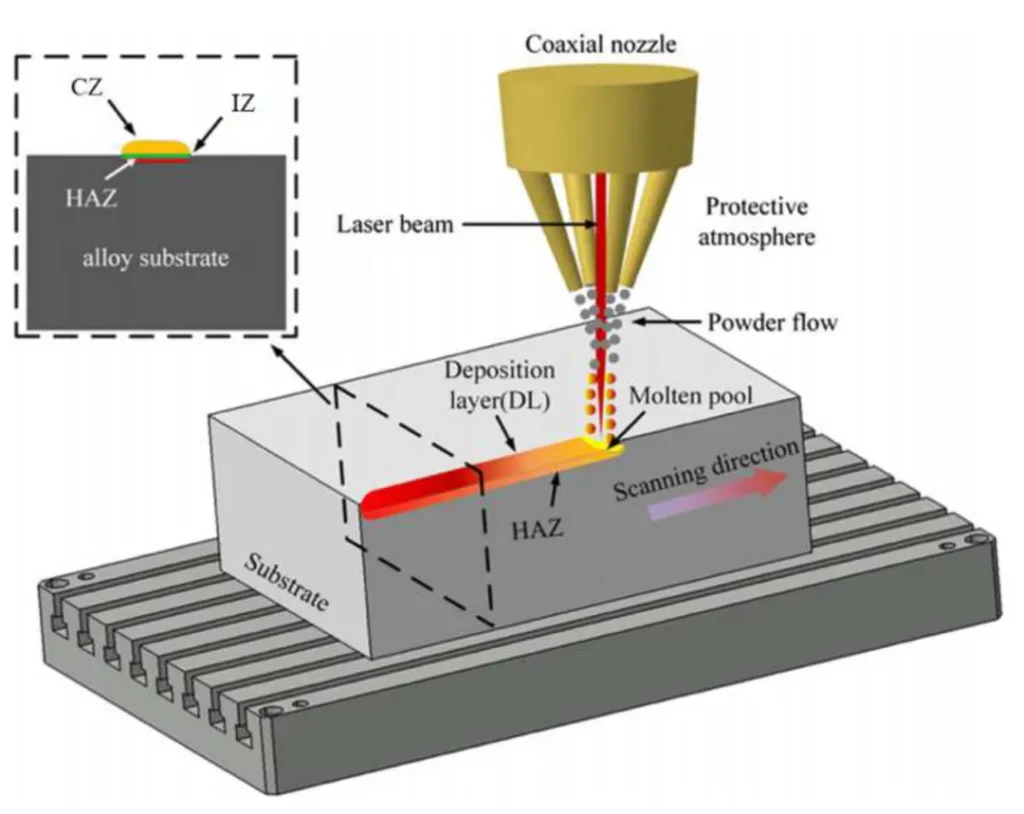
*激光熔覆过程示意图
02熔池中的晶粒生长机制
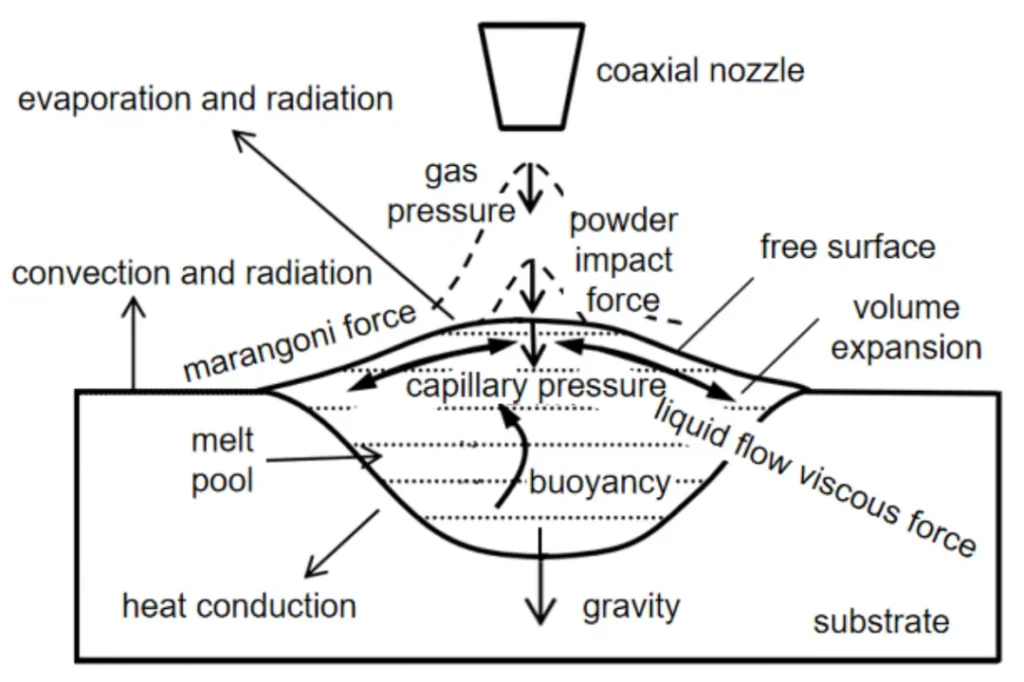
这部分是理解熔覆层微观结构和性能的基础,也是缺陷产生的源头之一。熔池受力状态(Melt Force Status)熔池并非静止不动,而是受到多种力的复杂作用,包括:重力、激光诱导的反冲压力、送粉气流冲击力、粉末颗粒冲击力、熔体表面张力(毛细管力)、马兰戈尼力(Marangoni force)、浮力、熔体流动粘滞力等。这些力共同决定了熔池的流动行为。
*激光熔覆过程中的熔池受力状态
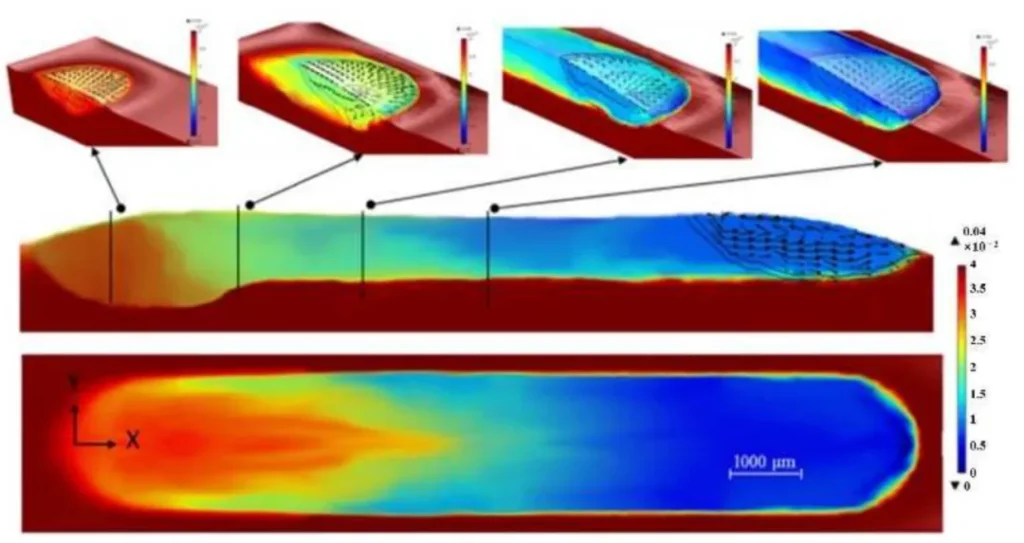
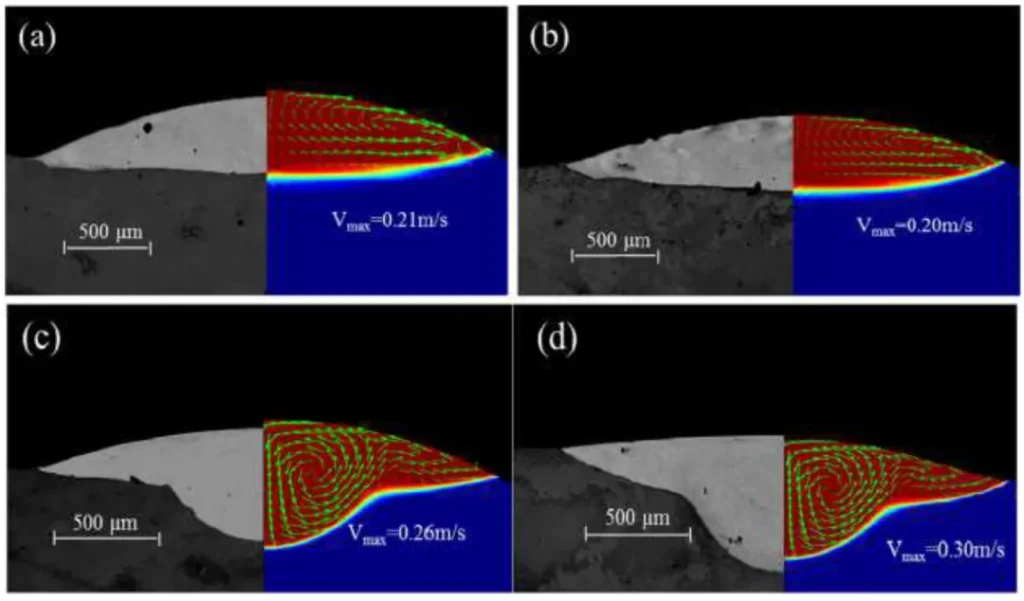
熔体流动状态(Melt Flow Conditions)核心驱动力:马兰戈尼对流熔池表面存在温度梯度,导致表面张力不均匀。液态金属会从低表面张力区域(通常是高温中心)流向高表面张力区域(低温边缘)。这个由表面张力梯度驱动的流动称为马兰戈尼对流。表面活性元素的影响熔体中的硫(S)、氧(O)或添加的稀土元素(La, Ce)等表面活性元素会显著影响表面张力及其随温度的变化率 (∂σ/∂T)。
- 当 ∂σ/∂T < 0(大多数纯金属和低硫合金),表面张力中心低边缘高,熔体从中心向边缘流动,形成浅而宽的熔池。
- 当 ∂σ/∂T > 0(含较高硫/氧等元素的合金),表面张力中心高边缘低,熔体从边缘向中心汇聚并向下流动,形成深而窄的熔池。
*纵向截面上的硫浓度分布及熔池深度分布
熔体流动会直接影响热量传递、元素分布均匀性、未熔粉末的卷入、气泡排出以及最终的凝固组织。
晶粒形貌(Grain Morphology)
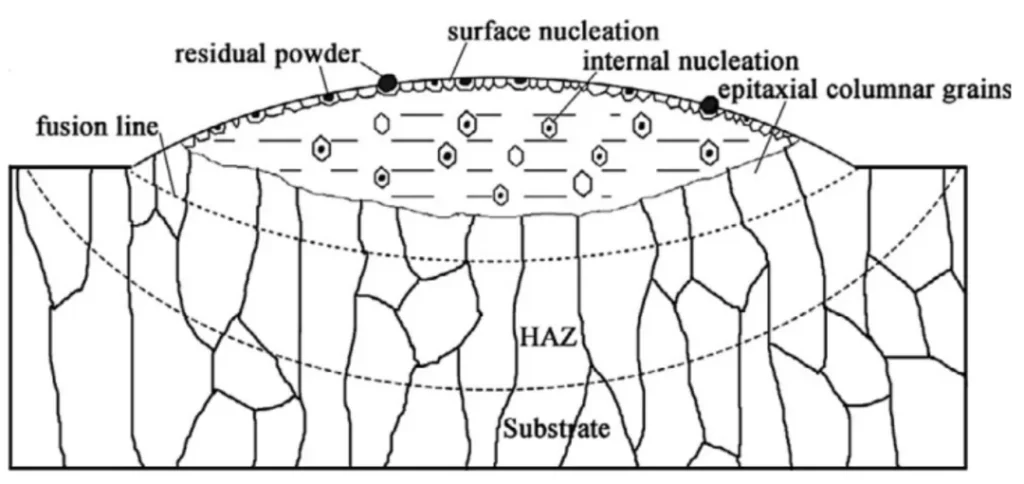
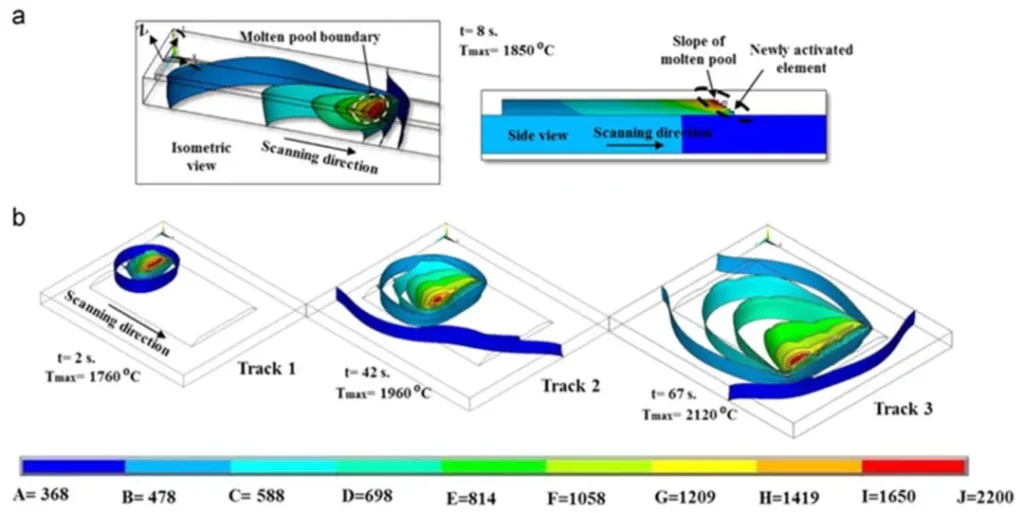
两种主要形貌激光熔覆层通常呈现两种典型的晶粒形貌:靠近熔合线的柱状晶和靠近熔覆层表面的等轴晶。形成机制
- 柱状晶:在熔池底部,基体或前一层熔覆层的晶粒作为晶核发生外延生长。晶粒倾向于沿着最大温度梯度方向(大致是垂直于固液界面)生长,形成粗大的柱状晶。
- 等轴晶:在熔池上部或中心区域,由于冷却速度快、过冷度大,或者存在大量未熔粉末颗粒、破碎的枝晶臂作为非均质形核核心,容易形成细小的等轴晶。
*局部熔池内两种主要凝固机制的示意图
竞争生长:这两种生长机制是相互竞争的,其相对比例取决于熔池的温度梯度(G)和凝固速率(R)以及形核条件。通常G/R值大有利于柱状晶生长,而 G·R值大则有利于细化组织。
多层熔覆的影响:在多层熔覆中,后一层对前一层的重熔会导致柱状晶的持续外延生长。
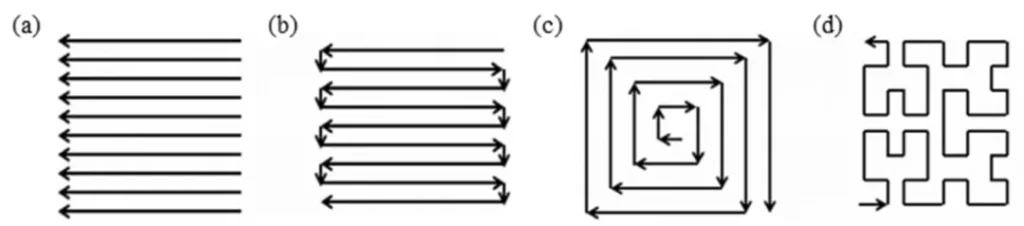
扫描策略的影响不同的扫描路径会改变局部热积累和冷却条件,从而影响晶粒生长方向和最终的织构。
*不同的扫描策略:a)弓字形(raster); b)往复式(bi-directional); c)轮廓偏移式(offset-out); d) 分形式(fractal)
熔体流动对晶粒形貌的影响
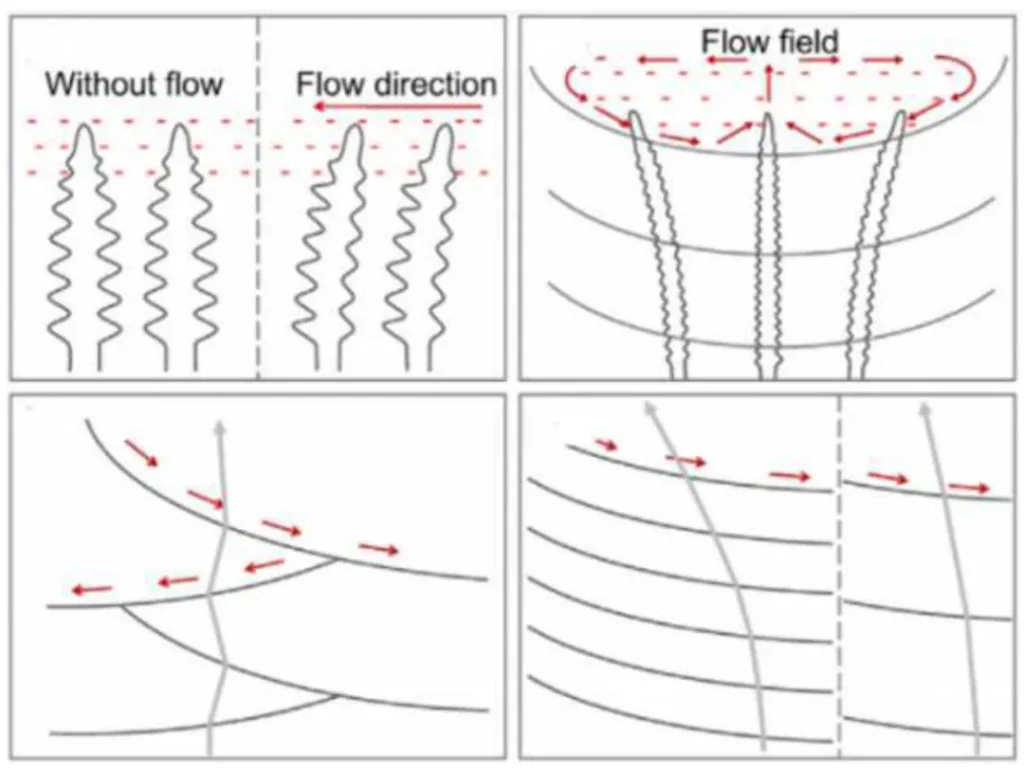
①熔体流动可以将熔池前沿破碎的枝晶臂带到熔池内部,增加形核核心,促进等轴晶形成。
②强烈的熔体流动可能改变固液界面前沿的溶质和温度分布,甚至直接冲刷生长界面,影响枝晶生长方向和形态。*激光熔覆过程中的偏转趋势(熔体流动引起的枝晶生长)
通过耦合物理场控制熔覆层微观结构
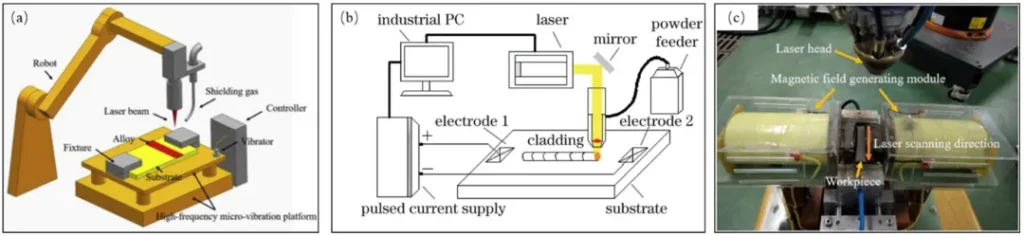
通过引入外部物理场,如振动、超声、电场、磁场等,来干预熔池的流动和凝固过程,实现对微观结构的调控。(通常是细化晶粒、促进等轴晶转变)
高频微振动/超声振动利用声流效应和空化效应。声流搅动熔池,促进传热传质均匀化;空化泡破裂产生局部高温高压冲击波,打碎生长中的枝晶,增加形核核心,细化组织。
脉冲电流/电场利用电致迁移、焦耳热、帕尔帖效应、趋肤效应等。可以增加凝固过冷度,促进形核,抑制柱状晶生长;电流产生的电磁收缩力也可能打碎枝晶。
磁场:利用电磁搅拌(洛伦兹力)或热电磁力。搅动熔池,细化晶粒;磁场还可能影响枝晶取向和二次臂间距。低温淬火:通过降低基板初始温度,增大冷却速率,细化枝晶臂间距,抑制元素偏析,提高硬度。
*物理场耦合原理与设备示意图:a)高频微振动耦合场; b)电场耦合; c)磁场耦合
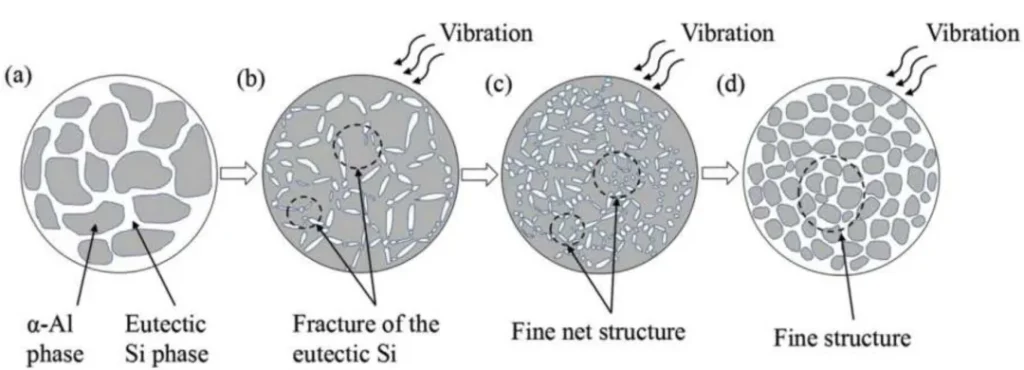
*高频微振动下细化微观组织的演变过程:a)凝固前的液相熔体; b)高频微振动下共晶Si断裂; c)高频微振动获得细化共晶Si; d)合金中细晶且致密的组织
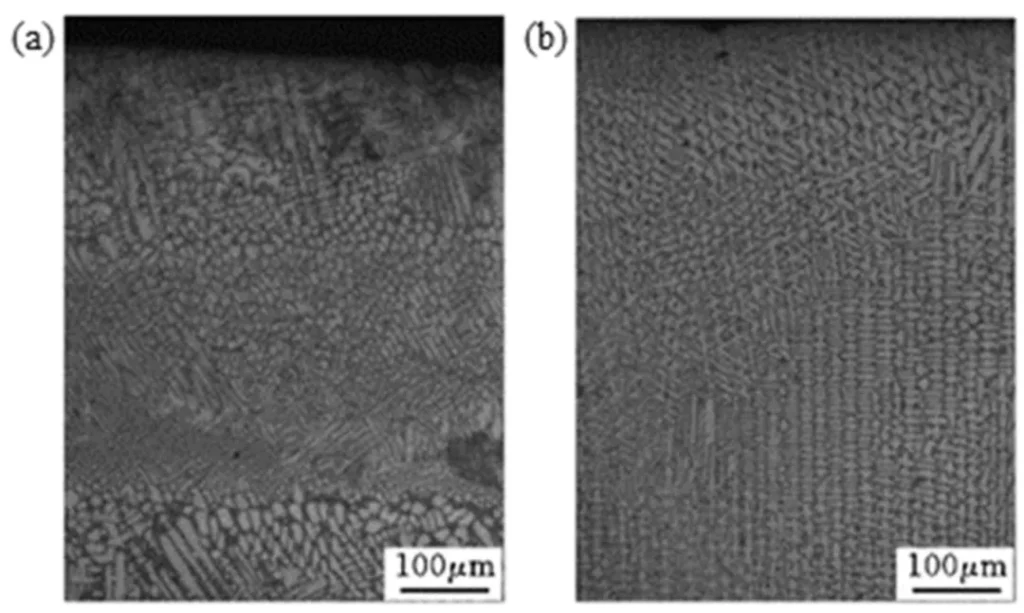
*超声振动对LENS技术制备的AISI 630薄壁件晶粒尺寸的影响:a)施加超声振动; b)未施加超声振动
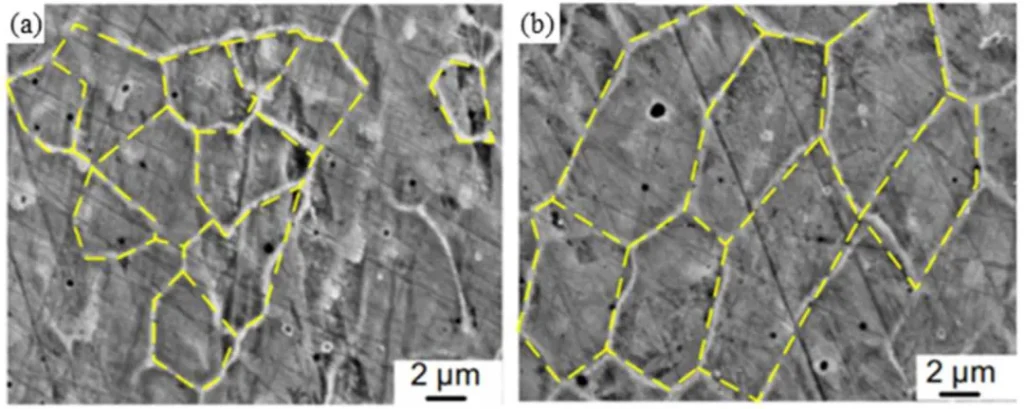
*交变磁场对激光熔覆制备的铁基熔覆层晶粒尺寸的影响:a)无交变磁场: b)有交变磁场
耦合物理场为主动控制激光熔覆微观结构提供了新途径。超声振动相对容易集成,效果显著;电磁场需要专门的设备,但控制维度更多;低温处理简单,但可能增大热应力。
03温度与应力的分布及演化
这部分是理解热变形和裂纹产生的关键。
温度分布与演化
特点:激光熔覆过程中,激光作用区域形成瞬时高温熔池,周围存在极大的温度梯度。随着激光束移动,经历快速加热和快速冷却。
多道/多层影响:在多道搭接或多层熔覆时,后续熔道会对已凝固区域产生热循环效应(反复加热冷却),导致该区域组织发生变化,如相变、回复、再结晶等,并影响应力状态。热积累效应也更显著。
*激光熔覆过程中的温度梯度:a)单道激光熔覆; b)多道激光熔覆
温度分布直接决定了熔池尺寸、凝固速度、微观结构;温度梯度和热循环是产生热应力的根本原因;过高的热积累可能导致零件变形甚至开裂。
应力分布与演化应力来源
- 热应力:材料热胀冷缩不均匀导致。熔池凝固收缩受到周围冷基体的约束,产生拉应力;基体受热膨胀受到约束,产生压应力。材料与基体的热物理性能(热膨胀系数、导热率)差异越大,热应力越大。
- 相变应力:凝固或热循环过程中发生固态相变(如马氏体相变)伴随体积变化,产生组织应力。
应力状态熔覆层(CZ)和界面区(IZ)通常处于拉应力状态,而热影响区(HAZ)可能因相变或塑性变形而处于压应力状态。拉应力是导致裂纹萌生和扩展的主要驱动力。
*单道激光熔覆应力分量的3D模拟云图:a)纵向应力SX; b)横向应力SY; c)厚度方向应力SZ; d)Von Mises等效应力SEQV
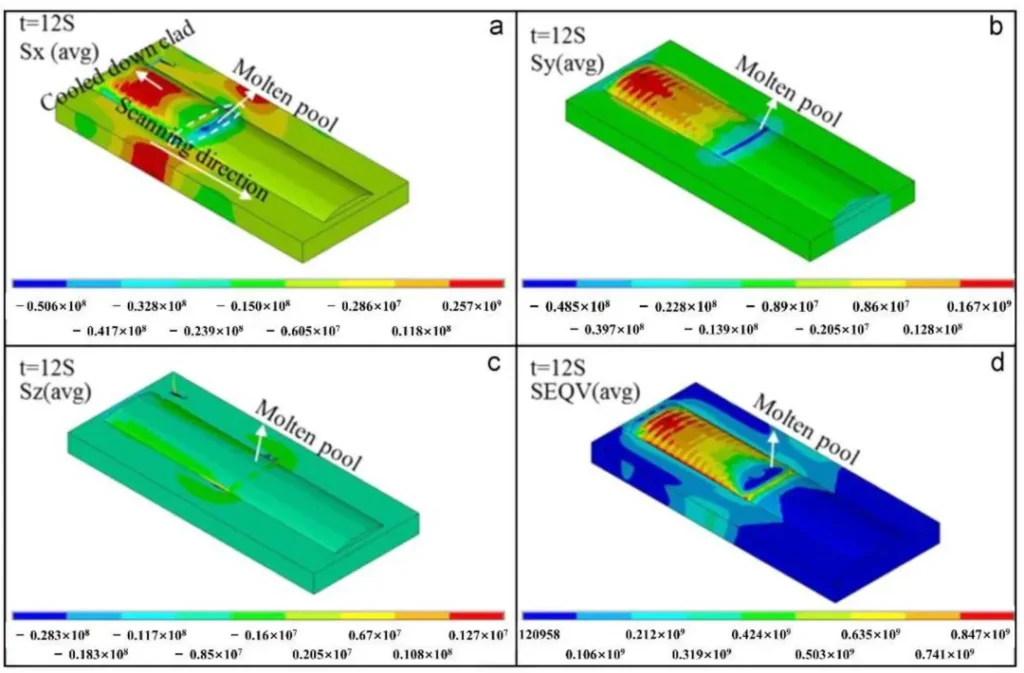
应力演化:在加热阶段,材料受热膨胀约束产生压应力;达到高温时,材料软化,应力松弛趋于零;在冷却凝固阶段,材料收缩受约束产生拉应力。此过程在多层熔覆中会反复进行。影响因素材料性能(热膨胀系数、弹性模量、屈服强度)、零件几何形状、工艺参数(激光功率、扫描速度、搭接率)、扫描策略、预热温度等都会影响最终的残余应力大小和分布。常用应对策略
- 预热:降低温度梯度,减小热应力。
- 优化扫描策略:如分区扫描、小能量输入,减少热积累。
- 选择匹配的材料:尽量选用与基体热膨胀系数相近的熔覆材料。
- 后处理:如焊后热处理(PWHT)可以有效降低残余应力。
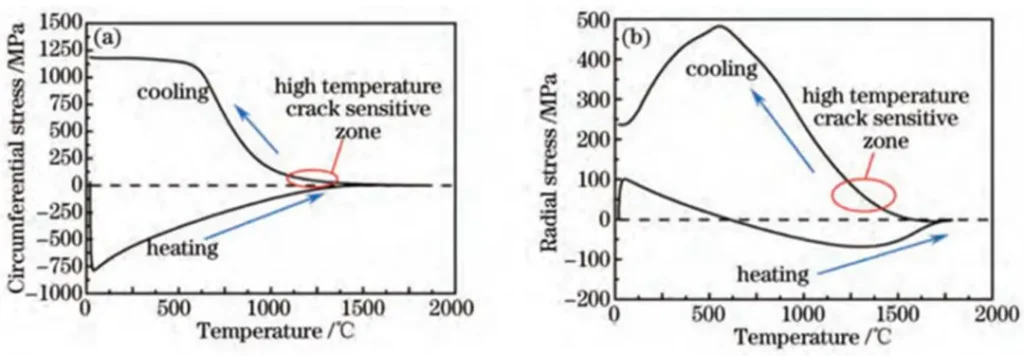
*Inconel 718合金在熔覆金属熔化和凝固过程中的应力曲线:a)温度-周向应力; b)温度-径向应力
04缺陷形成与抑制
气孔和裂纹是激光熔覆中最常见的两种严重缺陷,会直接影响零部件的服役性能。气孔(Pores)形成原因
- 粉末自带气孔:制粉过程中卷入气体或粉末内部空心。
- 化学反应产生气体:如Al合金中的水分与Al反应生成H2;高温下Al与氧化物反应生成挥发性Al2O;钢中C+O反应生成CO。
- 熔池卷入保护气:熔池流动剧烈或送粉气流不当时,可能将保护气卷入。
- 溶解度差异:气体(如H2)在液态金属中溶解度远大于固态,凝固过程中析出形成气孔。
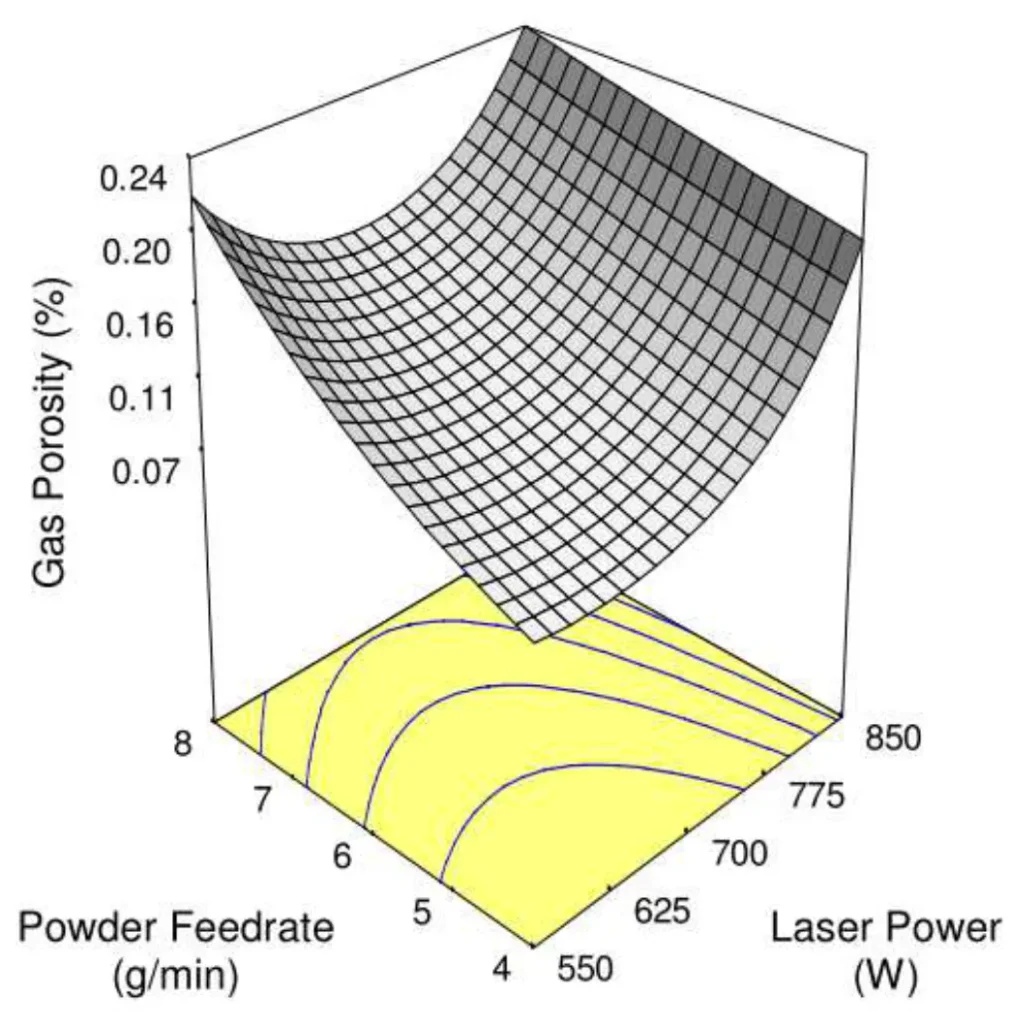
- 工艺参数不当:功率过低导致未熔合;功率过高或送粉率过大导致熔池不稳定、卷气;扫描速度过快导致气泡来不及逸出。
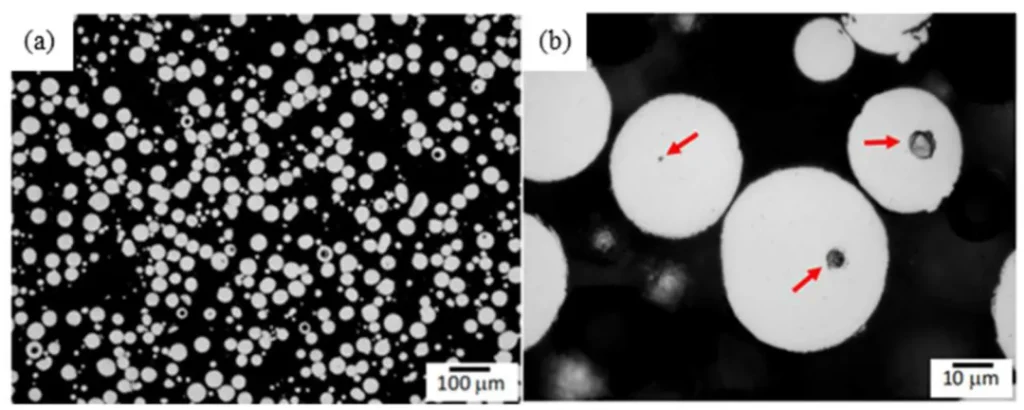
*316L不锈钢粉末抛光后横截面:a)颗粒尺寸分布和粉末颗粒内部固有的气孔; b)单个粉末颗粒中微小的球形气孔
抑制方法(Suppression Methods)
- 选用高质量粉末:低气孔率、球形度好的粉末,如等离子旋转电极法PREP粉末优于气雾化粉末。
- 粉末预处理:烘干粉末,去除吸附的水分和气体。
- 抑制化学反应:如在钢中加入Cr等元素优先与O反应;Al合金熔覆前进行表面清洁去除氧化膜。
- 优化工艺参数:合适的激光功率、扫描速度、送粉率、搭接率、保护气流量,保证熔池稳定,气泡有足够时间逸出。
- 重熔 (Remelting):对熔覆层表面进行二次扫描重熔,有助于消除近表面气孔,改善表面粗糙度。
- 耦合物理场:如超声振动、电磁搅拌促进气泡上浮和逸出。
裂纹 (Cracks)类型与原因
- 热裂纹(Hot Cracks):发生在凝固过程后期,固-液两相区存在的液膜在凝固收缩拉应力作用下被撕开形成。主要原因:
- ①元素偏析:S, P, Si, B等低熔点杂质或合金元素在枝晶间偏聚,形成低熔点共晶液膜。
- ②组织形态:粗大的柱状晶晶界是裂纹扩展的有利通道。
- ③应力:高的拉伸应变速率。
- ④材料敏感性:如某些Ni基高温合金、高碳钢、Al合金等本身具有较高的热裂纹敏感性。
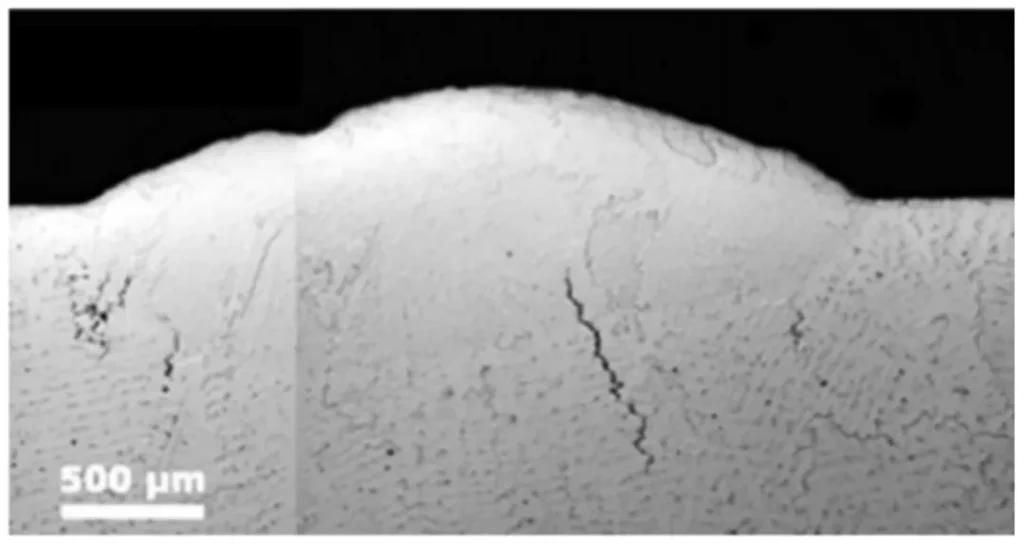
*IN 738激光熔覆层熔覆区热裂纹(激光功率200W,扫描速度600mm/min)
- 冷裂纹(Cold Cracks):发生在材料冷却到较低温度后,通常是室温附近。
- 主要原因如下:
- ①高残余拉应力:超过材料的断裂强度。
- ②淬硬组织:如钢中形成脆硬的马氏体组织,塑性差。
- ③氢致开裂(HIC):氢原子在应力集中区聚集导致开裂,在钢中较常见。
- ④主要发生在HAZ或熔合线附近。
*CM-247激光熔覆基材热影响区冷裂纹(激光功率1000W,扫描速度199mm/min)
抑制方法(Suppression Methods)抑制冷裂纹
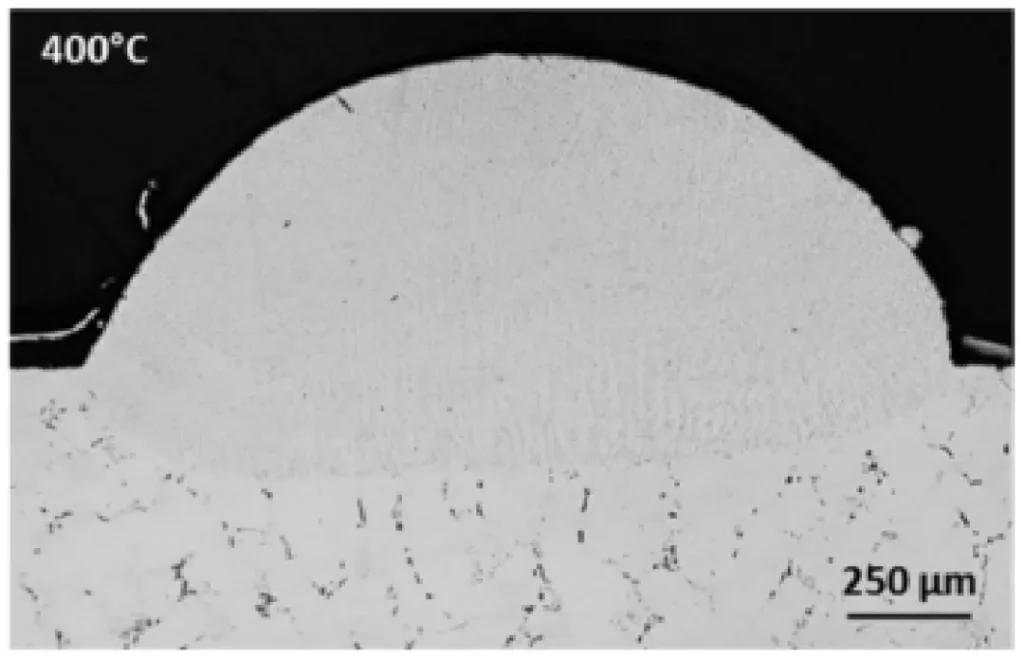
- 预热:最常用的方法。降低冷却速度,避免形成脆硬组织;减小温度梯度,降低热应力。
- 控制热输入:采用较低功率、较快扫描速度,减小HAZ宽度和应力。
- 焊后热处理(PWHT):消除淬硬组织,降低残余应力。
*400°C感应预热后CM-247激光熔覆基材热影响区的裂纹消失(激光功率320W,扫描速度50mm/min)
抑制热裂纹
- 细化晶粒:通过优化工艺参数(低功率、高速度)、耦合物理场(超声、电磁)、添加形核剂等方法,获得细小的等轴晶组织。细化晶粒可以增加晶界面积,分散偏析物,提高抵抗热裂纹的能力。
- 成分控制:选用纯净度高的粉末,减少S, P等有害杂质;合理设计合金成分,避免形成宽的凝固温度区间和低熔点共晶。
- 应力调控:采用合适的扫描路径减少应力集中。
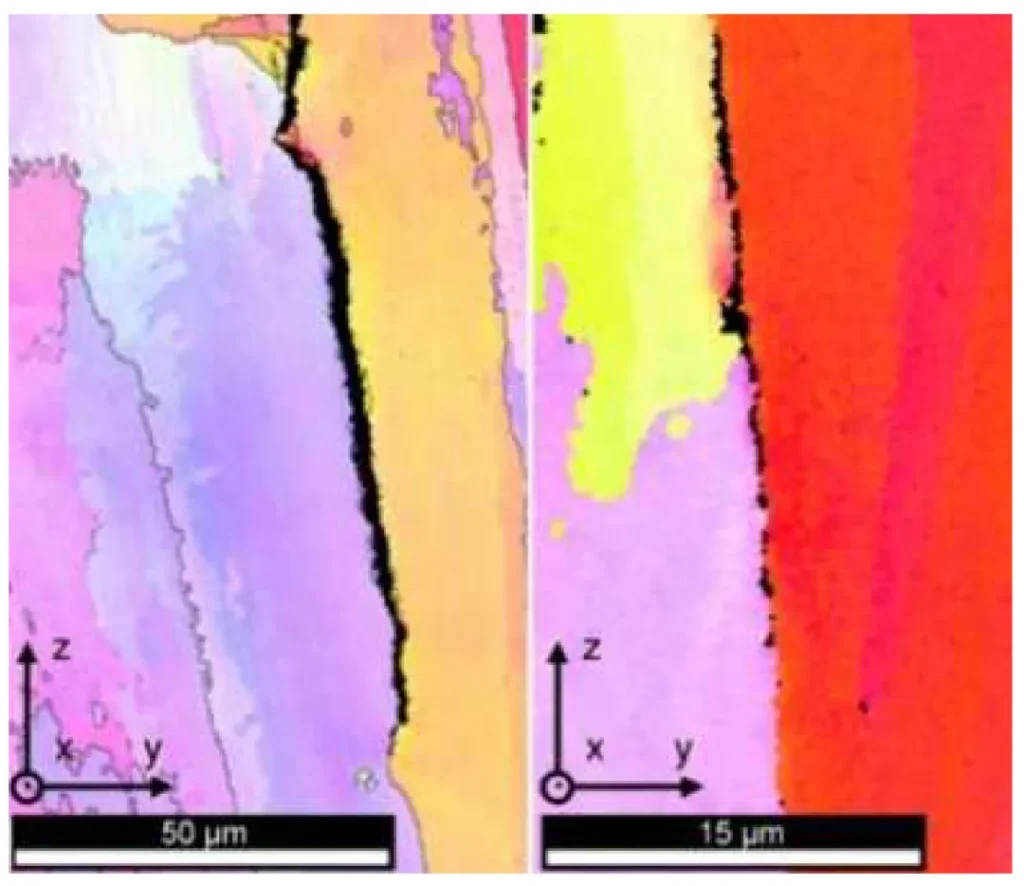
*不同YSZ添加量下的显微组织EBSD:细化晶粒

粗糙度:虽然不是典型意义上的“缺陷”,但表面粗糙度会影响零件的配合精度、耐磨性、抗疲劳性等。可通过优化工艺参数(扫描速度、搭接率)和后处理(如机加工、抛光)来改善。缺陷控制作为激光熔覆实际应用中的关键挑战,需要综合考虑材料、工艺、结构等多方面因素。可以通过无损检测(NDT)如X射线、超声波、渗透探伤等来评价熔覆层的内部质量。
05熔覆层性能提升:合金粉末选择
选择合适的熔覆材料是实现预期性能的关键。
自熔性合金粉末(Self-Fluxing Alloy Powder)
成分特点:主要指Ni基、Fe基、Co基合金,含有Si, B等元素。这些元素在熔覆过程中起到脱氧、造渣、改善润湿性的作用,利于形成致密、平整的熔覆层。
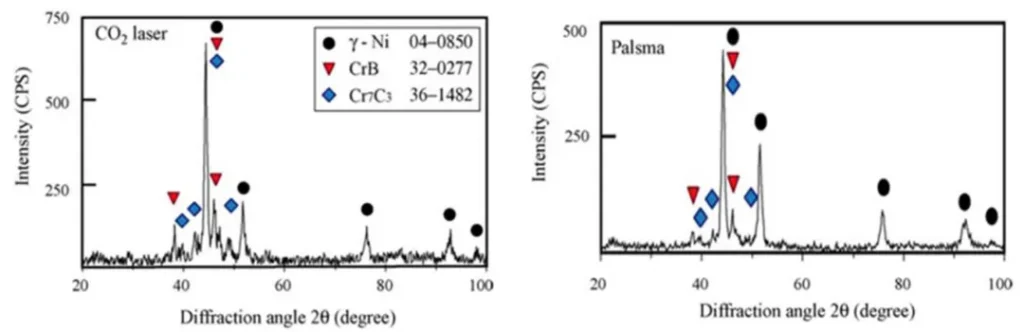
Ni基合金:如NiCrBSi系列(如Ni60),具有良好的耐磨、耐蚀、抗高温氧化性能和韧性。熔覆层主要由γ-Ni固溶体、Cr的碳化物(Cr7C3, Cr23C6)、硼化物(CrB, Ni3B)等硬质相组成,广泛用于阀门、模具、轴类修复。*WELPC-6激光熔覆层的X射线衍射分析结果
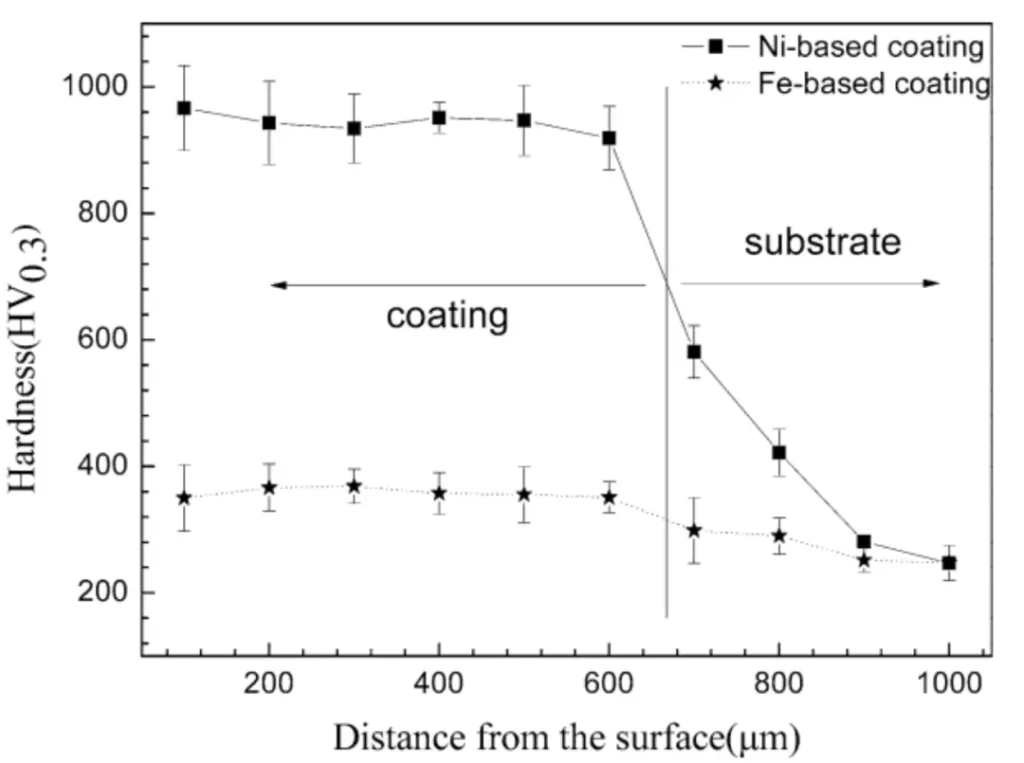
Fe基合金:成本低,与钢基材相容性好,可通过合金化(Cr, Mo, W, V, C等)获得高硬度(马氏体+碳化物)和耐磨性。但耐蚀性和高温性能通常不如Ni基或Co基,适用于要求高耐磨性且成本敏感的需求。*40Cr钢基材上镍基和铁基涂层的显微硬度(激光功率2000W,扫描速度90mm/min)
Co基合金:如Stellite系列,具有优异的耐磨、耐蚀、抗高温性能和红硬性。主要由Co基固溶体和Cr的碳化物(M7C3, M23C6)组成,常用于高温、腐蚀、磨损并存的恶劣工况,如发动机气门、涡轮叶片。
Cu基合金:具有良好的导电、导热性和耐蚀性,但硬度、耐磨性较低,激光吸收率差,常用于导电部件修复或要求减摩的场合。
金属陶瓷复合粉末(Metal-Ceramic Composite Powder)在金属基体中(通常是Ni基、Co基、Fe基自熔性合金)添加高硬度、高熔点的陶瓷增强相,如WC, TiC, Cr3C2, SiC, Al2O3, TiO2, ZrO2等。
制备方法
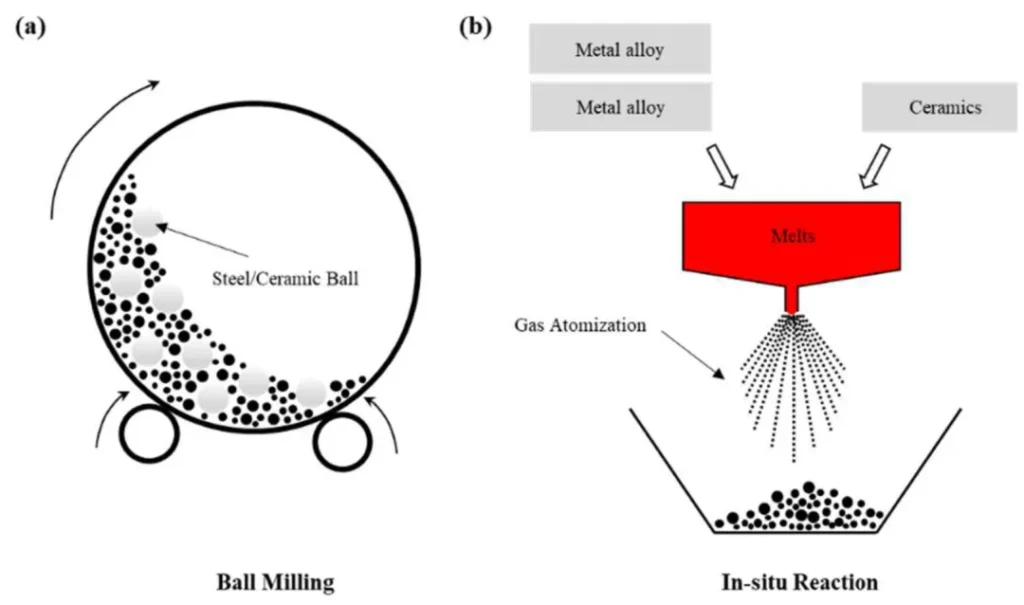
- 机械混合(Ball Milling):将金属粉末与陶瓷粉末(通常是纳米或微米级)通过球磨等方式物理混合。
- 原位合成(In-situ Reaction):在制粉或熔覆过程中,通过化学反应生成陶瓷相,如Fe-Ti-C体系可原位生成TiC。
性能优势:结合了金属基体的韧性和陶瓷相的高硬度、高耐磨性,可以显著提高熔覆层的硬度、耐磨性和抗冲蚀、抗气蚀能力等。陶瓷相与金属基体的润湿性、界面结合强度、热膨胀系数差异可能导致开裂或陶瓷颗粒脱落;陶瓷颗粒可能在熔覆过程中熔解或粗化;存在加工困难等。
*球磨和原位反应示意图:a)球磨; b)原位反应
稀土合金粉末(Rare Earth Alloy Powder)作用机理:添加少量稀土元素(La, Ce, Y等)或其氧化物(La2O3, CeO2, Y2O3)。其作用如下:
- 细化晶粒:作为非均质形核核心或偏聚于晶界阻碍晶粒长大。
- 净化熔体:与S, O等杂质反应生成高熔点化合物,减少低熔点液膜。
- 变质作用:改变夹杂物形态。
- 表面活性:可能影响熔池流动。
效果:提高熔覆层的致密度,细化组织,降低裂纹敏感性,改善韧性和耐磨性。需要注意的是,稀土添加量需要精确控制,过量添加可能适得其反,形成脆性相或导致性能下降。
功能梯度材料(Functionally Gradient Material, FGM)概念:材料成分和结构沿某一方向(通常是厚度方向)呈连续或阶梯式渐变,从而使材料性能也呈现梯度变化。
作用:解决熔覆层与基体之间因性能差异过大(如热膨胀系数、弹性模量)导致的界面应力集中、开裂、剥落等问题,实现从基体到表层的性能平稳过渡。
实现方式:在熔覆过程中逐层改变材料组分。例如,在Cu基体上熔覆Co基耐磨层,可以先熔覆一层Ni基合金作为过渡层。
优势:缓解界面应力,提高结合强度;可以在同一零件上实现不同区域的不同性能要求,如表面耐磨、内部强韧等。
06工程应用思考
- 实时控制:目前大多激光熔覆加工系统缺乏在线监测与反馈控制系统,通过实时调控工艺参数,保证熔覆过程稳定性和熔覆层质量。
- 新材料开发:面向极端服役环境,如超高温、强腐蚀、复杂载荷等,开发新型熔覆材料体系,如高熵合金、非晶合金、先进陶瓷复合材料等。
- FGM的深化应用:功能梯度材料在解决异种材料连接、极端环境防护等方面潜力巨大。
“材料-工艺-结构-性能”一体化。不再是先选材再定工艺,而是根据目标性能需求,主动设计材料成分和微观结构,然后通过可控的激光熔覆工艺精确制造出来,最终实现预期功能。这需要跨学科的深度融合。
以上。
引用
1. Cheng, J.; Xing, Y.; Dong, E.; Zhao, L.; Liu, H.; Chang, T.; Chen, M.; Wang, J.; Lu, J.; Wan, J. An Overview of Laser Metal Deposition for Cladding: Defect Formation Mechanisms, Defect Suppression Methods and Performance Improvements of Laser-Cladded Layers. Materials 2022, 15, 5522. https://doi.org/10.3390/ma15165522
